
Ce contenu est fourni à titre informatif et ne remplace pas un audit technique réalisé par un organisme de contrôle accrédité. Toute décision concernant des équipements sous pression doit impérativement être validée par un expert certifié et conforme aux réglementations DESP et CODAP en vigueur.
Lors d’une inspection périodique réglementaire, l’organisme notifié identifie une fissuration sur la virole inférieure d’un réacteur chimique en service depuis quinze ans. Le responsable maintenance doit trancher rapidement : engager une réparation par soudage qualifié ou programmer le remplacement complet de l’appareil ? Cette situation, fréquente dans l’industrie lourde, cristallise des enjeux techniques, réglementaires et économiques souvent sous-estimés. L’arbitrage ne se limite jamais à comparer deux devis. Il engage la sécurité des installations, la conformité DESP et la continuité de production sur plusieurs années. Les données INRS indiquent clairement que les interventions de maintenance corrective concentrent le risque d’accidents du travail dans l’industrie, notamment lorsque les dépannages s’effectuent sous pression temporelle sans diagnostic approfondi.
Le cadre réglementaire DESP 2014/68/UE impose aux exploitants une traçabilité stricte de toutes les interventions sur équipements sous pression. Toute réparation ou modification constitue une intervention documentée nécessitant conservation des attestations jusqu’à la prochaine requalification périodique. Cette exigence révèle une réalité technique essentielle : réparer un équipement vieillissant sans évaluer sa conformité aux normes actuelles expose l’exploitant à des responsabilités juridiques lourdes et des risques de non-conformité détectés lors des contrôles périodiques obligatoires.
Votre plan d’arbitrage en 4 étapes décisives
- Identifier profil équipement (âge, criticité production, état structurel) pour orientation décision initiale
- Évaluer durée vie résiduelle par CND avancés (pas seulement audit visuel) et conformité normes actualisées DESP/CODAP
- Calculer coût complet intégrant immobilisation, risques différés et disponibilité compétences soudage métaux spéciaux
- Si réparation retenue : exiger preuves qualification soudeur, validation DMOS, CND post-soudage et requalification organisme notifié
Quand la réparation devient plus risquée que le remplacement
Le cadre réglementaire fixé par la directive DESP 2014/68/UE impose aux exploitants d’équipements sous pression une traçabilité stricte de toutes les interventions. Ce qu’impose l’arrêté du 20 novembre 2017 aux exploitants va au-delà du simple registre : toute réparation ou modification constitue une intervention documentée, avec conservation des attestations jusqu’à la prochaine requalification périodique. Cette exigence administrative révèle une réalité technique : réparer un équipement vieillissant sans évaluer sa conformité aux normes actuelles expose l’exploitant à des responsabilités juridiques lourdes.
L’arbitrage initial dépend moins du coût immédiat que du profil technique de l’installation concernée. Trois situations types structurent la décision.
-
Si votre équipement a moins de 10 ans et présente un défaut ponctuel identifié :
Privilégier réparation par atelier certifié ISO 9001 avec soudeurs qualifiés pour les métaux concernés (vérifier modes opératoires validés). Imposer contrôles non destructifs post-soudage et requalification organisme notifié selon catégorie DESP.
-
Si votre équipement dépasse 20 ans ou présente une non-conformité DESP ou obsolescence CODAP :
Anticiper remplacement programmé : évaluer lead-time fabrication (3 à 9 mois pour métaux nobles) et budgéter. Réparation temporaire acceptable uniquement si audit organisme notifié valide tenue résiduelle 12 à 18 mois minimum.
-
Si votre installation est critique pour la continuité production (flux tendu, rupture livraisons clients en cas d’arrêt) :
Doubler les contrôles avant décision : audit complet par organisme habilité et expertise interne. Privilégier solution minimisant risque défaillance imprévue, même si coût initial supérieur. Envisager équipement de redondance si criticité extrême.
Équipements récents avec défaut localisé : privilégier la réparation qualifiée
Prenons une situation classique : un échangeur thermique en acier inoxydable austénitique, installé il y a sept ans, présente une microfissure détectée lors d’un contrôle par ressuage sur une soudure de piquage. L’analyse métallurgique confirme l’absence de corrosion généralisée et localise la défaillance sur une zone thermiquement affectée lors du soudage initial. Dans ce contexte, la réparation s’impose comme solution rationnelle, sous réserve du respect strict des qualifications : mode opératoire soudage validé pour la nuance exacte d’inox, soudeur certifié EN ISO 9606 en cours de validité, contrôles non destructifs post-intervention couvrant l’intégralité des cordons réalisés.
Appareils anciens hors normes actuelles : anticiper le remplacement programmé
Les équipements conçus avant 2015 peuvent respecter les directives en vigueur lors de leur mise sur le marché, mais se retrouver en décalage avec les exigences DESP 2014/68/UE actuelles. Une réparation structurelle sur un appareil de plus de vingt ans déclenche mécaniquement une réévaluation complète de conformité. Si les calculs de résistance selon le code CODAP actuel révèlent des coefficients de sécurité devenus insuffisants, l’organisme notifié peut conditionner la requalification à des modifications structurelles dont le coût dépasse largement celui d’un remplacement.
Installations critiques flux tendu : doubler les contrôles avant toute intervention
Sur une ligne de production fonctionnant en flux tendu, l’immobilisation imprévue d’un réacteur provoque des répercussions en cascade : rupture contractuelle client, pénalités financières, repositionnement de la production sur d’autres sites. Cette criticité opérationnelle impose une méthodologie renforcée : audits par ultrasons sur l’intégralité des viroles, prélèvement métallurgique pour évaluation précise de la durée de vie résiduelle, simulation numérique des contraintes en service. Les retours organismes notifiés convergent sur le fait que les défaillances catastrophiques surviennent majoritairement sur des équipements critiques ayant subi des réparations d’urgence insuffisamment documentées.
Attention : Toute intervention de soudage sur zone sous pression exige une validation préalable par organisme notifié indépendant. La remise en service sans certificat de requalification constitue une infraction sanctionnable administrativement et engage la responsabilité pénale de l’exploitant en cas d’accident.
Les 3 critères techniques qui tranchent objectivement
L’opposition simpliste entre coût de réparation et coût de remplacement occulte les véritables facteurs discriminants. Une grille multicritères croisant analyse de coût cycle de vie et obligations réglementaires DESP permet de dépasser les intuitions hasardeuses. Trois dimensions structurent cette évaluation technique.
Durée de vie résiduelle : au-delà des calculs théoriques, que révèlent les contrôles destructifs
Les audits visuels réglementaires, même conduits rigoureusement, atteignent rapidement leurs limites sur les mécanismes de dégradation interne. La corrosion sous tension, fréquente en milieu chimique agressif, progresse depuis l’intérieur des parois métalliques sans signal visible en surface. Le dossier risques maintenance de l’INRS recense les interventions correctives comme concentrant le risque d’accidents, notamment lorsque les dépannages s’effectuent sous pression temporelle sans diagnostic approfondi.
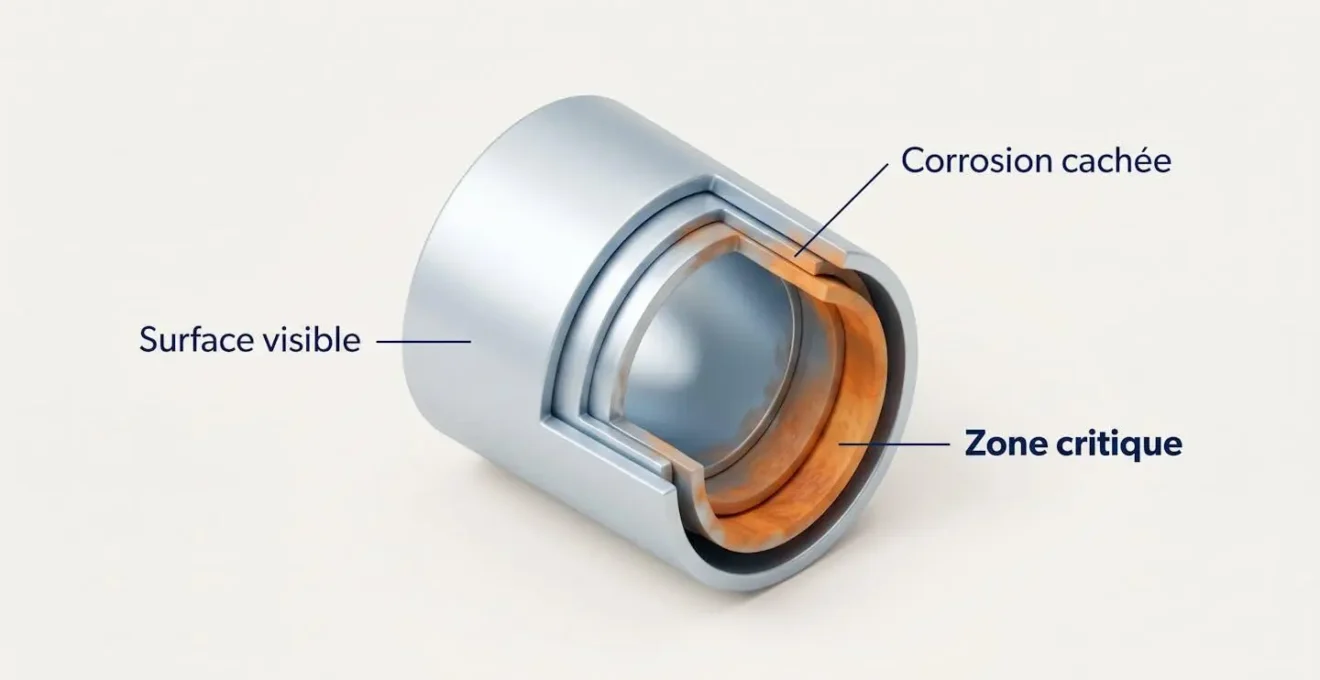
Les contrôles non destructifs avancés — ultrasons, radiographie, magnétoscopie — détectent les défauts volumiques internes avant qu’ils ne provoquent des fissures traversantes. Sur des installations stratégiques, l’analyse métallurgique par prélèvement d’échantillon fournit une cartographie précise du vieillissement matériau et autorise un calcul prévisionnel de durée de vie résiduelle. Cette approche data-driven permet de différencier un équipement structurellement sain d’un appareil dont la réparation ne constituerait qu’un report temporaire d’une défaillance inéluctable.
Cas industriel : quand l’audit approfondi inverse la décision initiale
Un site de production chimique exploite un réacteur en Hastelloy C-276 depuis dix-huit ans. L’inspection décennale révèle une fissuration localisée sur la virole inférieure. Face à un lead-time de neuf mois pour fabriquer un appareil neuf en métaux nobles, la pression opérationnelle favorise naturellement la réparation rapide par soudage TIG qualifié (trois semaines d’immobilisation). L’audit approfondi conduit par l’organisme notifié — combinant ultrasons et prélèvement métallurgique — révèle une corrosion généralisée sous-jacente non détectable visuellement. La décision bascule vers le remplacement pour garantir conformité DESP et sécurité d’exploitation.
Conformité évolutive : quand les normes de 2026 condamnent des équipements pourtant fonctionnels
Le cadre normatif régissant les équipements sous pression évolue selon un rythme soutenu. Une obligation documentaire fixée par la directive DESP 2014/68/UE prévoit la conservation de la documentation technique pendant dix ans et impose, hors module A, une évaluation de conformité conduite par un organisme notifié indépendant. Les appareils anciens, conçus selon les codes CODAP antérieurs aux révisions successives, peuvent présenter des écarts de conception (épaisseurs, soudures, traitements thermiques) incompatibles avec les exigences actuelles.
Cette obsolescence réglementaire constitue un facteur décisionnel fréquemment sous-estimé : un équipement mécaniquement fonctionnel mais non conforme aux normes en vigueur ne peut être remis en service après réparation majeure sans mise à niveau structurelle. Les coûts de ces adaptations — renforcement de viroles, remplacement de fonds, modification de piquages — excèdent régulièrement celui d’un appareil neuf intégrant d’emblée les standards actuels.
Disponibilité réelle des compétences soudage sur métaux spéciaux
Les métaux nobles utilisés en chaudronnerie industrielle — Hastelloy, Inconel, Monel, titane — imposent des contraintes de mise en œuvre radicalement supérieures à celles de l’acier inoxydable standard. Chaque alliage exige un mode opératoire de soudage (DMOS) spécifiquement qualifié : paramètres d’intensité, voltage, vitesse d’avance, gaz de protection, préchauffage éventuel, traitement thermique post-soudage. La rareté des soudeurs certifiés EN ISO 9606 pour ces métaux spéciaux constitue un goulot d’étranglement industriel majeur.
Le lead-time de qualification d’un nouveau soudeur sur Hastelloy C-276 ou Inconel 625 s’étend typiquement de deux à quatre mois, incluant formation théorique, essais pratiques et validation par organisme tiers. Cette contrainte temporelle, cumulée aux délais d’approvisionnement matière (quatre à six mois minimum pour formats spéciaux en métaux nobles), oriente fréquemment la décision vers le recours à des ateliers de chaudronnerie industrielle spécialisés disposant d’une palette étendue de modes opératoires pré-qualifiés.
Les donneurs d’ordre du secteur chimie et pharmaceutique exigent systématiquement la double certification ISO 9001 et MASE pour garantir traçabilité et prévention des risques. Cette double exigence normative réduit drastiquement le nombre d’ateliers éligibles sur le territoire français, particulièrement pour les interventions sur métaux nobles nécessitant des modes opératoires de soudage (DMOS) pré-qualifiés et archivés. Dans ce contexte réglementaire strict, la sous-traitance à une chaudronnerie certifiée ISO 9001 maîtrisant plus de 200 modes opératoires sécurise techniquement l’intervention et contractualise les délais, deux critères déterminants lorsque la continuité de production reste prioritaire.
| Critère décision | Option Réparation | Option Remplacement | Comment valider ? |
|---|---|---|---|
| Durée vie résiduelle | Prolongation 5 à 10 ans si défaut localisé et CND rassurants | Durée vie neuve complète (15 à 30 ans selon matériau et conditions) | CND avancés (ultrasons, radiographie) et analyse métallurgique échantillon si doute corrosion généralisée |
| Conformité DESP et CODAP | Requalification obligatoire organisme notifié après intervention majeure | Conformité garantie aux normes actualisées (DESP 2014/68/UE) | Vérifier catégorie équipement et niveau contrôle imposé (I à IV). Consulter organisme notifié dès phase arbitrage. |
| Disponibilité compétences soudage métaux spéciaux | Contrainte forte : rareté soudeurs qualifiés Hastelloy et Inconel, lead-time qualification DMOS 2 à 4 mois | Sous-traitance fabrication à atelier certifié maîtrisant large spectre modes opératoires (région Rhône-Alpes notamment) | Exiger certificat qualification soudeur EN ISO 9606 et DMOS validé pour alliage exact. Vérifier références atelier sur métaux nobles. |
Limites de ce guide et obligations réglementaires :
- Ce contenu ne se substitue pas à un diagnostic technique réalisé par un organisme habilité (Bureau Veritas, Apave, Dekra)
- Les critères exposés sont indicatifs et doivent être adaptés à chaque contexte industriel et réglementaire spécifique
- Seul un contrôle réglementaire périodique par organisme notifié permet de valider la conformité d’un équipement sous pression
- Les évolutions normatives (DESP, CODAP) imposent une veille réglementaire continue que ce guide ne peut garantir
Risques explicites :
- Décision de réparation sur équipement structurellement compromis : risque de rupture catastrophique et mise en jeu responsabilité pénale exploitant
- Report de remplacement par sous-estimation de corrosion : risque arrêt production prolongé en cas de défaillance imprévue
- Non-conformité DESP suite réparation inadéquate : interdiction exploitation et sanctions administratives
Organisme à consulter : Bureau de contrôle accrédité COFRAC (Bureau Veritas, Apave, Dekra) ou organisme notifié selon catégorie équipement.
Calculer le vrai coût : au-delà du devis de réparation
L’idée reçue selon laquelle la réparation s’avère systématiquement moins onéreuse que le remplacement résiste rarement à une analyse de coût complet. Le devis d’intervention ne représente que la partie émergée d’un iceberg économique dont les composantes immergées — immobilisation production, risques de défaillance différée, coûts de non-conformité — pèsent fréquemment plus lourd que l’investissement initial. La littérature en économie de la maintenance évoque couramment, à titre indicatif, un seuil décisionnel théorique situé autour de 50 à 60 % du coût de remplacement, au-delà duquel l’investissement neuf devient statistiquement plus rationnel. Pour approfondir cette méthodologie de calcul du moment optimal pour remplacer une machine en croisant coûts cycle de vie et taux de défaillance prévisionnels, consultez les guides spécialisés en économie de la maintenance.
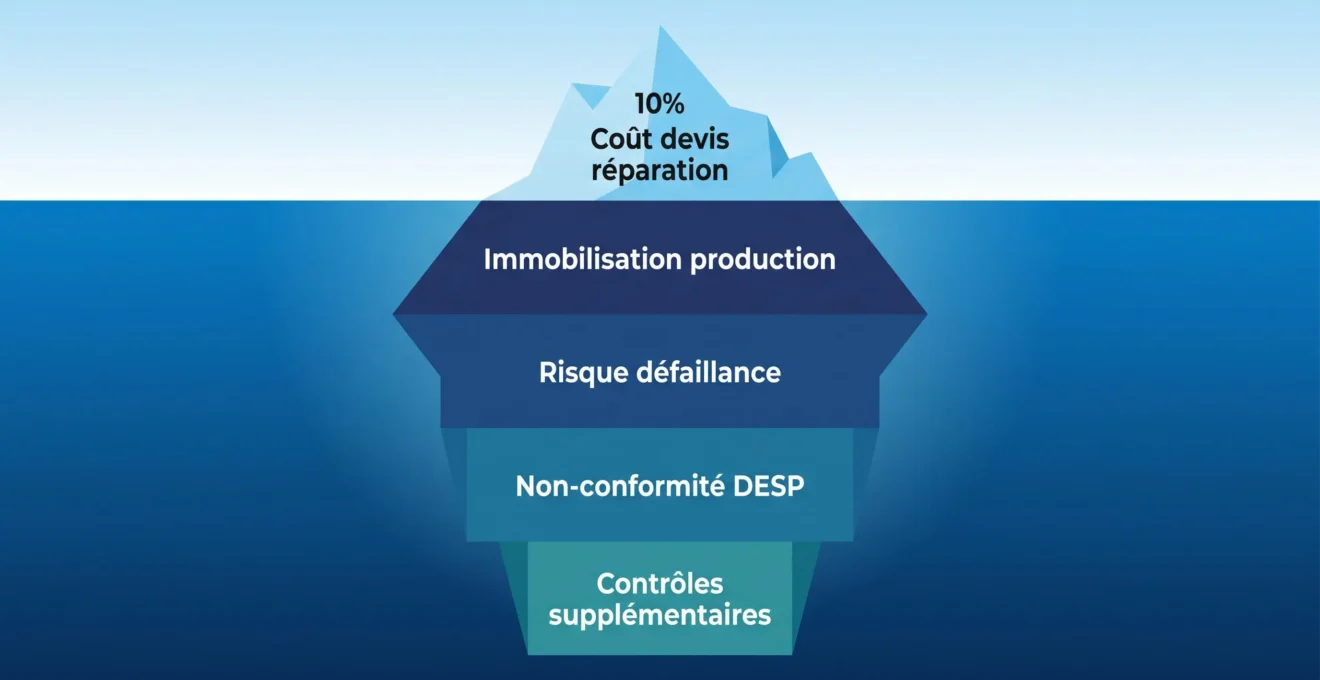
- Coût immobilisation ligne de production (manque à gagner journalier multiplié par durée intervention)
- Audits techniques préalables (CND avancés, analyse métallurgique) : fourchette généralement observée entre 3 000 et 8 000 euros selon étendue des contrôles et zone géographique (tarifs constatés courant 2024-2025)
- Requalification organisme notifié post-réparation (délai 2 à 4 semaines, coût variable selon catégorie DESP)
- Risque défaillance prématurée si durée vie résiduelle mal évaluée (arrêt imprévu, pénalités contractuelles)
- Surconsommation énergétique équipement ancien vs rendement optimisé appareil neuf (calcul sur 10 ans)
Réparation validée : les 4 points de vigilance pour une intervention conforme
Une fois la décision de réparation actée, l’erreur la plus fréquente consiste à confier l’intervention sans vérifier les qualifications de l’atelier ni imposer un protocole de contrôle post-soudage documenté. Cette négligence expose à des non-conformités détectées lors du prochain contrôle réglementaire, avec interdiction d’exploitation et sanctions administratives à la clé. Les codes de construction (CODAP, EN 13445) et les guides MASE recommandent systématiquement des contrôles non destructifs sur zones critiques après toute opération de soudage. Les précautions du soudage de tuyauterie imposent des protocoles stricts : préchauffage selon épaisseur et nuance métallurgique, contrôle température interpasses, traitement thermique post-soudage si requis par le DMOS.
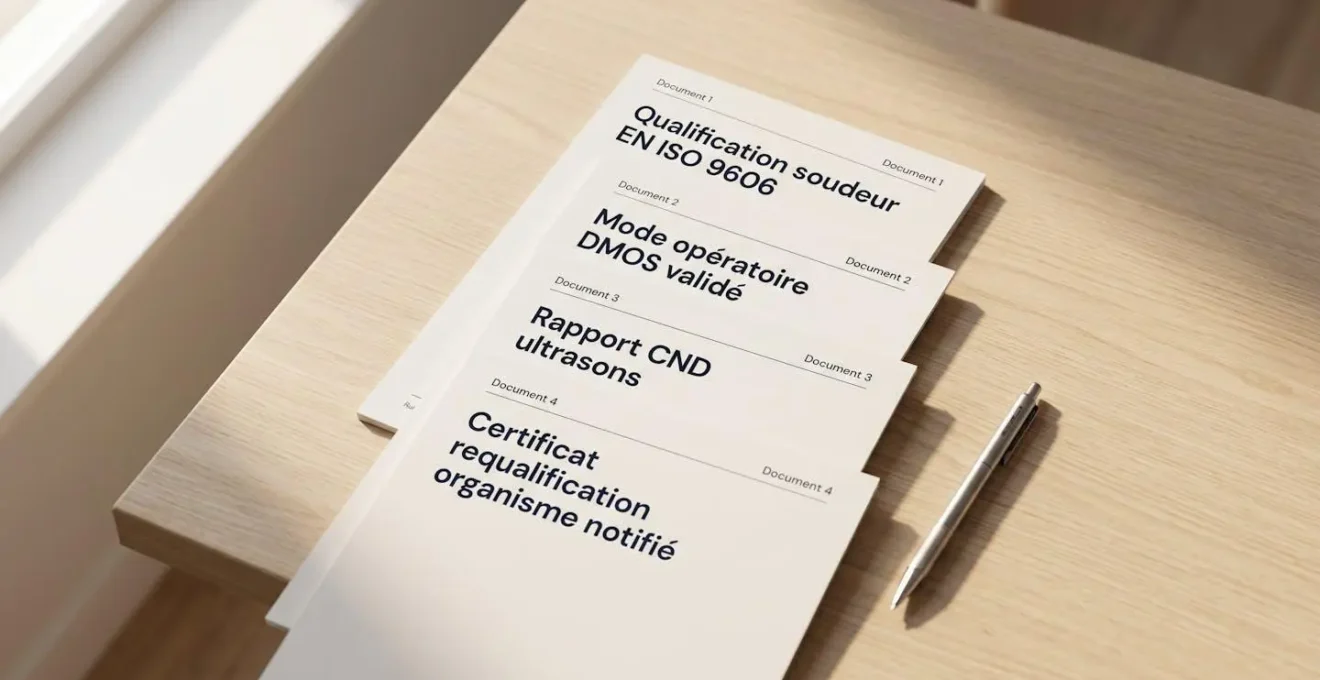
- Certificat qualification soudeur EN ISO 9606 (validité inférieure à 2 ans) correspondant EXACTEMENT au métal et procédé intervention (exemple : Hastelloy C-276 TIG). Exiger copie certificat et vérifier concordance matériau base qualifié avec matériau équipement.
- Mode opératoire soudage (DMOS ou QMOS) validé pour configuration précise (épaisseur, position, traitement thermique). Document doit mentionner paramètres complets : intensité, tension, vitesse avance, gaz protection, préchauffage éventuel.
- Rapport contrôles non destructifs (CND) post-soudage : ressuage OU ultrasons minimum selon code construction. CND obligatoire sur 100 % soudures zones critiques (viroles, fonds, piquages sous pression). Rapport signé organisme indépendant ou service qualité atelier certifié.
- Certificat requalification organisme notifié (Bureau Veritas, Apave, Dekra) selon catégorie équipement DESP. Réparation majeure impose remise en service conditionnée à validation organisme habilité. Prévoir délai 2 à 4 semaines après fin travaux pour inspection et émission certificat.
Attention aux sanctions : La non-conformité DESP suite à réparation inadéquate entraîne interdiction d’exploitation immédiate et sanctions administratives. La responsabilité pénale de l’exploitant peut être engagée en cas d’accident résultant d’une intervention non conforme.
Une fois votre arbitrage sécurisé entre réparation et remplacement, prolongez la démarche par un plan de maintenance préventive pour optimiser la disponibilité opérationnelle de l’ensemble du parc d’équipements.
Questions fréquentes sur maintenance équipements chaudronnés
Quelle est la durée de vie moyenne d’un appareil à pression en acier inoxydable ?
La durée de vie varie fortement selon conditions d’exploitation (milieu corrosif, température, pression). Typiquement 15 à 30 ans avec maintenance préventive rigoureuse et contrôles périodiques conformes DESP. Équipements en milieu très agressif peuvent nécessiter remplacement dès 10 à 12 ans.
Un équipement réparé par soudage doit-il repasser les contrôles DESP complets ?
Oui, toute réparation majeure par soudage sur zone critique impose requalification par organisme notifié selon catégorie équipement (arrêté 20 novembre 2017). Contrôles incluent CND complets (ressuage, ultrasons) et validation conformité DESP. Sans certificat organisme notifié, remise en service interdite.
Peut-on remplacer un métal noble par un acier inox standard pour réduire les coûts ?
Non, dans la grande majorité des cas. Le choix métal initial (Hastelloy, Inconel, Monel) répond à contraintes procédé spécifiques (résistance corrosion milieu agressif, tenue température extrême). Substitution par acier inox standard risque défaillance rapide et non-conformité code construction CODAP. Toute modification matériau exige validation ingénierie procédé et organisme notifié.
Combien de temps faut-il pour fabriquer un appareil chaudronné sur-mesure neuf ?
Délai varie selon complexité et métaux : 6 à 12 semaines pour acier inox standard en configuration simple, 3 à 9 mois pour métaux nobles nécessitant approvisionnements longs et qualifications soudage spécifiques. Anticiper ces délais dans arbitrage réparation vs remplacement.
Quels CND sont obligatoires après réparation par soudage sur zone critique ?
Codes construction (CODAP, EN 13445) imposent minimum : ressuage (détection fissures superficielles) OU ultrasons (défauts volumiques internes) selon épaisseur et criticité. Zones sous pression et viroles exigent généralement ultrasons 100 % soudures et ressuage complémentaire. Radiographie peut être requise pour catégories DESP élevées (III-IV). Organisme notifié valide programme CND lors requalification.